
 en
en
湿式伸線機はどのように機能しますか?また、湿式伸線機を購入する際は何に注意する必要がありますか?
湿式伸線機とは
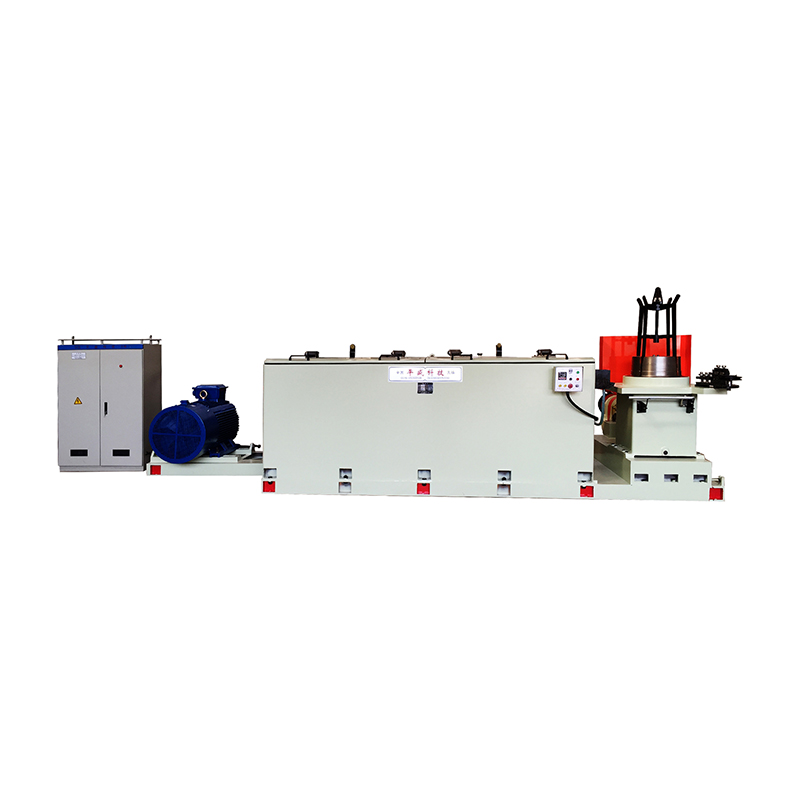
A 湿式伸線機 は、ワイヤとダイスを液体冷却剤と潤滑剤 (通常は水ベースのエマルジョン) に完全に浸したまま、金属ワイヤを一連の徐々に小さいダイスに通すことで金属ワイヤの直径を小さくする産業機械です。この連続浸漬により、潤滑剤が循環液浴ではなく粉末または薄いコーティングとして塗布される乾式延伸と湿式延伸が区別されます。浸漬環境により、伸線プロセス中により効果的な熱放散が可能になります。これは、摩擦によってかなりの熱が発生する細いゲージのワイヤや高速生産ラインを使用する場合に特に重要になります。
湿式伸線機は、導電体、ファスナー、ばね、メッシュ製品などの用途向けの細径および中ゲージのワイヤーの製造に広く使用されており、均一な直径、滑らかな表面仕上げ、最小限の加工硬化が必須の品質要件です。
湿式絞りプロセスの仕組み
湿式伸線中、ワイヤーのコイルが機械に送られ、一列に取り付けられた一連のダイスを通して引き出されます。各ダイスには、最後のダイスよりも徐々に開口部が小さくなります。ワイヤが各ダイスを通過すると、その直径は減少し、その長さに比例してワイヤの長さが増加し、伸線プロセスの冷間加工効果によってワイヤの引張強度が増加します。各ダイの間で、ワイヤはキャプスタンの周りを移動します。キャプスタンは、一連の次のダイにワイヤを通すために必要な引っ張り張力を加える回転ドラムです。
このプロセス全体を通じて、伸線セクション全体は冷却潤滑剤溶液に浸漬されるか、継続的に浸漬されたままになります。これは 2 つの重要な機能を果たします。1 つはワイヤとダイ表面の間の摩擦を低減して摩耗を最小限に抑えること、もう 1 つはワイヤの品質を低下させたりダイを損傷したりする可能性がある過熱を防ぐために伸線プロセスで発生する熱を除去することです。通常、冷却剤は濾過され、継続的に再循環され、生産稼働全体を通じて一貫した潤滑品質が維持されます。
湿式延伸と乾式延伸
メーカーは、ワイヤのゲージ、生産速度、および希望する表面仕上げに基づいて、湿式または乾式の伸線方法を選択します。以下の表は 2 つのアプローチを比較しています。
| 因子 | 湿式描画 | ドライドローイング |
| 一般的なワイヤーゲージ | 細~中ゲージ | 中~厚手のゲージ |
| 熱管理 | 優れた連続液体冷却 | 限定的、パス間の空冷に依存 |
| 生産速度 | 高い、高速マルチダイラインに適しています | 中程度、シングルパスまたは低速実行によく使用されます |
| 表面仕上げ | 滑らかで一貫した仕上がり | 潤滑剤の種類に応じて、わずかに粗い |
| メンテナンスの必要性 | クーラントの濾過とタンクのメンテナンスが必要 | よりシンプルな潤滑剤塗布システム |
湿式伸線機は一般に、表面品質と一貫した熱制御が最優先される細いワイヤゲージの高速大量生産に好まれますが、乾式伸線機は、より重いゲージのワイヤまたは少量の作業では依然として一般的です。
湿式伸線機の主要コンポーネント
湿式伸線機の主要コンポーネントを理解することは、オペレーターと購入者が機器のオプションを評価し、パフォーマンスの問題をトラブルシューティングするのに役立ちます。通常、コア コンポーネントには次のものが含まれます。
- 制御された張力で生のワイヤを機械に供給するワイヤペイオフまたはアンコイルユニット
- 多くの場合、炭化タングステンまたは多結晶ダイヤモンドで作られ、ワイヤ直径を段階的に小さくする一連のダイス
- キャプスタンまたは伸線ドラムをダイスの間に配置して、引っ張り張力を加え、伸線ワイヤを蓄積します。
- 潤滑油の品質と温度を維持するためのタンク、ポンプ、濾過ユニットを含むクーラント循環システム
- 完成したワイヤを保管および出荷するためにリールまたはボビンに巻き取る巻き取りまたはスプール ユニット
業務に適したマシンを選択する方法
ワイヤの材質とゲージ範囲を一致させる
さまざまな湿式伸線機が、銅、アルミニウム、鋼などの特定の材料タイプと特定のゲージ範囲に合わせて設計されています。正確な材料と、製品に必要な開始から終了までの直径範囲に合わせて定格された機械を選択することで、最適なパフォーマンスが保証され、生産中の過度の金型の摩耗やワイヤーの破損のリスクが軽減されます。
速度と生産能力を評価する
生産速度の要件は、注文量と顧客の需要によって大きく異なります。マシンの速度が高速になるとスループットが向上しますが、より高速なライン速度で品質を維持するには、より洗練された冷却システムと精密なダイアライメントが必要となる場合があるため、速度能力と実際の生産ニーズおよび予算のバランスを取ることが重要です。
冷却システムの能力と濾過品質を評価する
冷却システムは湿式絞りの性能の中心となるため、機械のオプションを比較する際にはタンク容量、ポンプ流量、濾過効率を評価することが不可欠です。冷却能力が不十分だと、生産速度が高くなると過熱の問題が発生する可能性があり、濾過が不十分だと破片が蓄積し、時間の経過とともに金型の摩耗が加速します。
メンテナンスと操作のヒント
一貫したメンテナンスにより、湿式伸線機の効率的な稼働が維持され、費用のかかる計画外のダウンタイムを回避できます。オペレーターは、潜在的な問題を早期に発見するために、定期的な生産スケジュールに日常的なチェックを組み込む必要があります。
- 潤滑剤の品質の劣化は表面仕上げや金型の寿命に直接影響するため、クーラント濃度と pH レベルを定期的に監視してください。
- ダイスに磨耗や欠けがないか定期的に検査し、完成したワイヤの寸法の不一致を防ぐために直ちにダイスを交換してください。
- 設定されたスケジュールに従って冷却剤フィルターの清掃と交換を行い、汚染物質の蓄積がシステム内を循環するのを防ぎます。
- キャプスタンの位置合わせと張力の設定を確認して、線引き中に不均一なワイヤの巻き付けやワイヤへの不必要なストレスを回避してください。
湿式伸線プロセスがどのように機能するかを理解し、特定の材料と生産要件に適合する装置を選択し、冷却剤とダイシステムを一貫して保守することで、メーカーは湿式伸線機の稼働寿命を延長しながら、信頼性の高い高品質の線材生産を実現できます。












